
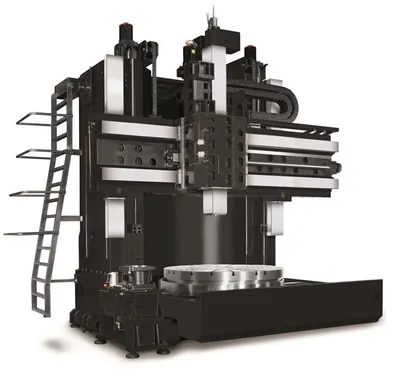
VTC 2520 WELE Vertical Turning Center
Have one to sell?
ConditionNew










Fanuc 0i-TF Plus
Two step gear transmission
4 jaws manual chuck
W axis cross rail up & down driven by servo motor and reducer
Cross rail up & down hydraulic clamping in any position
Ram spindle two steps gear transmission
Axial servo motor abnormal overload protection function on all axes
Double feedback system on all axes
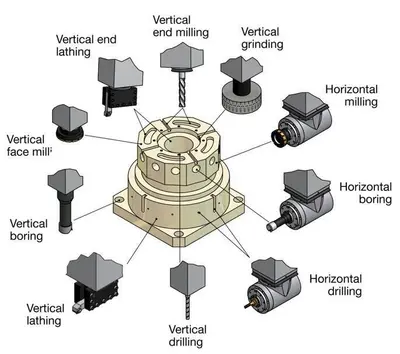
2 head stations plus 12 tool pockets of tool storage
Hydraulic system
Pneumatic system
Centralized guide ways lubrication system
Coolant system and tank with 420 liter capacity
Full enclosure guarding system
Spindle cooling system
Recycling collectors for lubrication on 3 axes
Heat exchanger on Electric cabinet
Finish and alarm lamp
Operator panel
Work light
Wash gun for chip washing down
Air flush coolant system
RS-232 interface
MPG remote handwheel
We use cookies to improve your experience. Privacy Policy.